包装生产线设备制造山东景昂机电 包装生产线厂家报价
基本参数
品牌
型号
普通
价格
面议
所在地区
山东济南
产品分类
辅助设备
商品详情
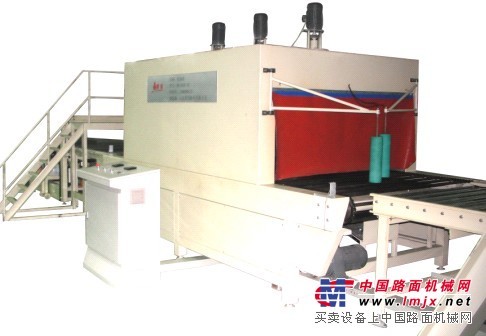 纸盘包装码垛生产线
一、工艺参数
1、 饮料盒大纸盘(简称大盘)直径1080mm—1100mm,高度163mm—323mm,重量 270kg。
2、 饮料盒小纸盘(简称小盘)直径500mm—600mm,高度163mm—323mm,重量80kg。
3、 木栈板尺寸:W1150mm×L1140mm×H129mm
4、 托盘库存储量:15块标准托盘
5、 垫片库存储量:200片
6、 封头库存储量:200片
7、 堆垛高度:1600mm
8、 堆垛完成后每个栈板重量:1600kg
9、 产量:35秒/盘
二、 热缩包装参数
1、 封口时间0 —10秒可调
2、 封口宽度5mm
3、 热缩温度175℃—220℃可调
4、 热缩时间:约30秒每盘。
5、 横封膜:大盘采用幅宽1000 mm—1700 mm热收缩薄膜小盘采用幅宽900 mm —1000mm热收缩薄膜
6、侧封膜:幅宽为230~350mm热收缩薄
三、缠绕包装参数
1、 使用500mm缠绕薄膜
2、 每小时产量20托
3、 可设定顶部及底部缠绕圈数
4、 薄膜重叠量可调
5、 顶部翻边量0—200mm可调
四、 本包装线执行标准中华人民共和国标准热缩机 JB/T 7545-1994 缠绕包装机 GB/T18928-2002
电器标准 GB50171-92
五、电源、气源要求本包装线要求使用方提供380V三相五线电源,装机容量80KVA。本包装线要求使用方提供洁净的压缩空气,压力不小于5bar,流量不小于
1m3/min。
六、 工艺说明
1、分切机下卷纸卷从分切机下线后,放在各分切机对应的输送小车上。小车行至公用输送小车处。人工协助将纸卷转移至公用输送小车上。公用输送小车前行至次品台,人工移除次品并扫描条码后,小车继续行至翻转上线处。设备自动依次将纸卷翻转上线。翻转到位后辊道启动,以10m/min的速度将纸卷通过辊道机输送至封口机。
2、侧封、横封纸卷经辊道机送至侧封机,封口机已预先按规定路线穿好与纸卷外形尺寸相匹配的热缩膜,并已将膜封接好。纸卷由辊道机驱动进入封口机,纸卷和热缩膜驱动装置一同驱动热缩膜。热缩膜由纸卷和驱动装置的共同驱动可保证与纸卷接合紧密且张力保持在要求范围内。纸卷运行至热缩膜可完全将纸卷包住后停止前行。封口机封口装置压合,将热缩膜紧密压合在一起后。加热装置开始升温,将上下热缩膜进行两道封合。切刀同时在两道封合中间将热缩膜切断。封口装置打开,纸卷继续前行进入横封机进行同样过程的横封。联系电话:400-0719-689
0635-5195888 15865736205
网址:http://www.johenndar.com
纸盘包装码垛生产线
一、工艺参数
1、 饮料盒大纸盘(简称大盘)直径1080mm—1100mm,高度163mm—323mm,重量 270kg。
2、 饮料盒小纸盘(简称小盘)直径500mm—600mm,高度163mm—323mm,重量80kg。
3、 木栈板尺寸:W1150mm×L1140mm×H129mm
4、 托盘库存储量:15块标准托盘
5、 垫片库存储量:200片
6、 封头库存储量:200片
7、 堆垛高度:1600mm
8、 堆垛完成后每个栈板重量:1600kg
9、 产量:35秒/盘
二、 热缩包装参数
1、 封口时间0 —10秒可调
2、 封口宽度5mm
3、 热缩温度175℃—220℃可调
4、 热缩时间:约30秒每盘。
5、 横封膜:大盘采用幅宽1000 mm—1700 mm热收缩薄膜小盘采用幅宽900 mm —1000mm热收缩薄膜
6、侧封膜:幅宽为230~350mm热收缩薄
三、缠绕包装参数
1、 使用500mm缠绕薄膜
2、 每小时产量20托
3、 可设定顶部及底部缠绕圈数
4、 薄膜重叠量可调
5、 顶部翻边量0—200mm可调
四、 本包装线执行标准中华人民共和国标准热缩机 JB/T 7545-1994 缠绕包装机 GB/T18928-2002
电器标准 GB50171-92
五、电源、气源要求本包装线要求使用方提供380V三相五线电源,装机容量80KVA。本包装线要求使用方提供洁净的压缩空气,压力不小于5bar,流量不小于
1m3/min。
六、 工艺说明
1、分切机下卷纸卷从分切机下线后,放在各分切机对应的输送小车上。小车行至公用输送小车处。人工协助将纸卷转移至公用输送小车上。公用输送小车前行至次品台,人工移除次品并扫描条码后,小车继续行至翻转上线处。设备自动依次将纸卷翻转上线。翻转到位后辊道启动,以10m/min的速度将纸卷通过辊道机输送至封口机。
2、侧封、横封纸卷经辊道机送至侧封机,封口机已预先按规定路线穿好与纸卷外形尺寸相匹配的热缩膜,并已将膜封接好。纸卷由辊道机驱动进入封口机,纸卷和热缩膜驱动装置一同驱动热缩膜。热缩膜由纸卷和驱动装置的共同驱动可保证与纸卷接合紧密且张力保持在要求范围内。纸卷运行至热缩膜可完全将纸卷包住后停止前行。封口机封口装置压合,将热缩膜紧密压合在一起后。加热装置开始升温,将上下热缩膜进行两道封合。切刀同时在两道封合中间将热缩膜切断。封口装置打开,纸卷继续前行进入横封机进行同样过程的横封。联系电话:400-0719-689
0635-5195888 15865736205
网址:http://www.johenndar.com
询底价
填写您的联系方式,销售经理直接致电给您!
